トランスケースの作り方
魅力 とは?
理屈なしに、一目見て美しさの魅力の虜になる、
オーディ部品である出力トランスの形体を考える
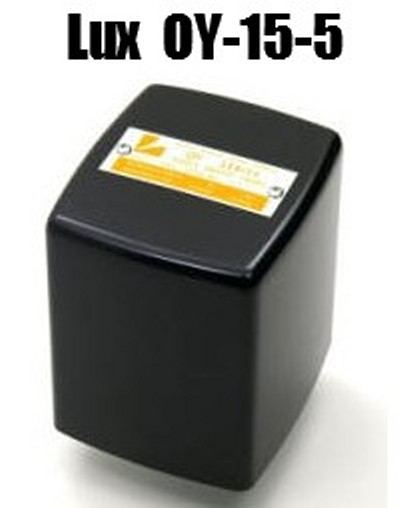
錦水電機工業、現在のラックス/Lux、であります。
その創りは、当時としては画期的である、アルミ一体鋳造品を加工したものであり、その美しさは類が無い物でありました。
工業製品の出力トランスに、ここまで機能美を追求されたのはラックス社の上原氏のセンスに他なりません、
誠に見事であります。
出力トランス、電源トランス、ケースの制作。
さて、アマチュアが作るトランスケースですが、やはり機能美溢れる美しさは欲しいものです、
かと言って、ケースですから制作コストは多くは掛けられません、製缶工程を熟知していれば安価で制作が可能です、

トランスケースの制作(No1)
原材料は汎用ボンデ鋼板(板厚1.6mm)を使用いたします、
サンプル
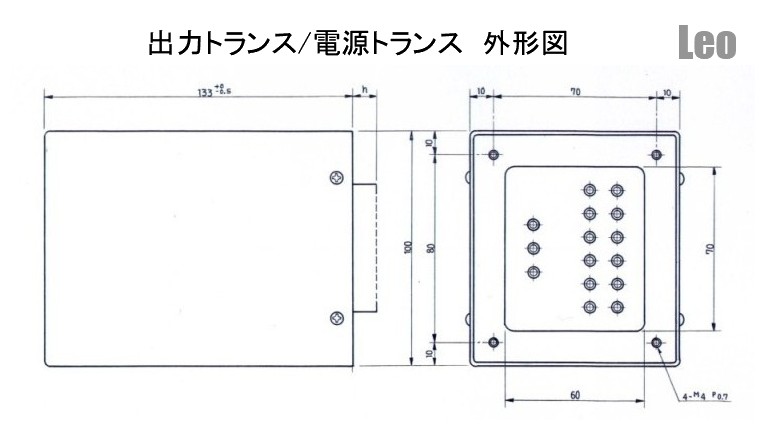
A: 100×90×130(天板材厚2.3mm)
B: 70×70×100(天板材厚2.3mm)
加工費用はサイズは異なりますが同額であります、
要するに、この程度のサイズでは原材料費無関係なのです、
したがって加工費は人件費、という事となります。
制作過程では、如何に工程のかからない設計が重要となります・・・
ケースの制作工程
1:形状の設定
2:原材料の裁断とプレス
3:形状の組み立て
---------------------------
4:仕上げ工程
5:後工程(塗装)
工程は以上となります。
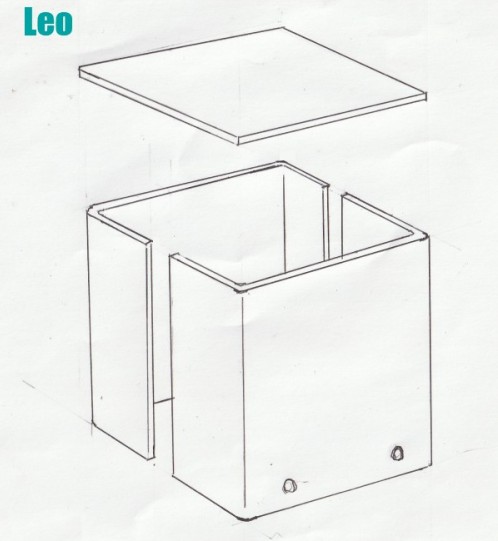
ケースの整形
ケースの整形には各パーツの分離から考えます、
ここでプレスの折り曲げアールを有効に活用いたします、
縦、四隅にアール部分を配置する事によって美しい均一した形体となります。
天板は平板ですが、2,3mmの厚板を採用いたします、
板厚の理由は最終仕上げで、プレスの仕上げアールに合わせるためです。
折り曲げプレスは、大抵amadaであると思います、最も単純な標準仕様で行います。

溶接による接合
天板、側板、を溶接で接合。
各部分は、表面よりタップ溶接(ポイント仮付け)を行います、(アルゴン)

このタップ溶接は表面のみが溶接され、内部にはポイントのみ黒化変色のみとなります、
強度的にはタップ溶接で十分であり、全面溶接の必要はありません、またタップ溶接はポイントであるため熱歪は極小です。

ケースの制作仕上げ工程
kome




記:2012/3
